Da Metall, Glas und Keramik beim Lasergravieren unterschiedliche Bestien sind, möchten wir diesen Blog nutzen, um Tipps und Tricks zum Markieren und zur Erzielung der besten Ergebnisse zu erhalten.
Bevor wir zu den Unterschieden kommen, notieren wir zuerst die Konstanten unter allen:
Verwenden Sie immer unbeschichtetes Material
Optimieren Sie Ihre Einstellungen immer für das jeweilige Material
Ändern Sie bei der Optimierung Ihrer Einstellungen nur die Geschwindigkeit von einem Testlauf zum nächsten. Die Leistung und die Auflösung sollten während aller Testläufe gleich bleiben. (Ein detailliertes Beispiel für die Optimierung Ihrer Einstellungen auf Metall finden Sie unter https://enduramark.com/blog/optimizing-your-laser ...
Nun zu den Unterschieden, beginnend mit Metall.
Markierung auf Metall

Lasereinstellungen
Beim Markieren auf Metall ist es im Allgemeinen am besten, den Laser mit 300 dpi und hoher Leistung und langsamer Geschwindigkeit zu betreiben.
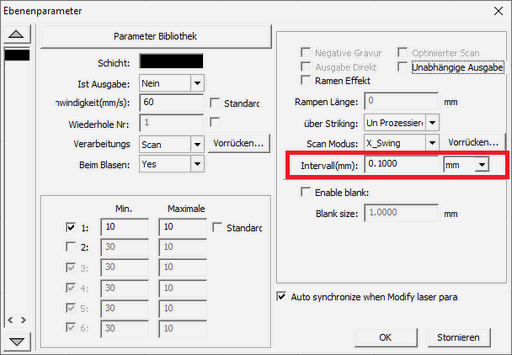
In RDWorks können Sie die Auflösung von 300 dpi einstellen, indem Sie das Fenster mit den Ebeneneinstellungen öffnen und 0,085 mm in das Feld "Intervall (mm)" eingeben.

Anwendung des Markierungsspray
Es ist am besten, eine dünne Schicht Markierungsmaterial auf Metalle aufzutragen.

Immer auf der Seite zu langsam irren
Der sicherste Weg, Fehler beim Markieren auf Metall zu machen, besteht darin, den Laser zu schnell laufen zu lassen. Sie werden wissen, dass Ihre Geschwindigkeit zu hoch ist, wenn Ihre Marke nicht dauerhaft ist und sich löst. Andererseits besteht nur ein sehr geringes Potenzial für Haltbarkeitsprobleme, wenn Sie Ihren Laser zu langsam laufen lassen. Wir empfehlen daher, dass Sie mit sehr langsamen Geschwindigkeiten beginnen und sich dann von dort nach oben arbeiten, bis Sie die optimale Geschwindigkeit gefunden haben.
Lassen Sie Ihren Laser mit wenigen Ausnahmen mit 300 dpi laufen
Mit nur wenigen unten aufgeführten Ausnahmen ist es im Allgemeinen am besten, Ihren Laser mit 300 dpi zu betreiben, da Sie keinen Vorteil daraus ziehen, ihn höher zu betreiben. Die Ausnahmen sind:
Wenn Sie einen Laser mit geringerer Leistung (weniger als 30 Watt) haben, erhalten Sie dauerhaftere Markierungen, wenn Sie dem Metall zusätzliche Wärme hinzufügen, indem Sie Ihren Laser mit 600 dpi betreiben
Wenn Sie Ihren Laser mit 600 dpi oder höher betreiben, erzielen Sie ein besseres Ergebnis bei schwer zu markierenden Metallen wie Aluminium und Kupfer
Markierung auf Glas
Lasereinstellungen
Wenn Sie auf Glas markieren, ist es im Allgemeinen am besten, Ihren Laser mit 600 dpi mit hoher Leistung und hoher Geschwindigkeit zu betreiben.
In RDWorks können Sie die Auflösung von 300 dpi einstellen, indem Sie das Fenster mit den Ebeneeinstellungen öffnen und 0,085 mm in das Feld "Intervall (mm)" eingeben.
Anwendung des Markierungsspray
Es ist am besten, eine dicke Schicht Markierungsmaterial auf Glas aufzutragen.

Schnell fahren
Führen Sie Ihren Laser am schnelleren Ende des Spektrums der Geschwindigkeitseinstellungen aus
Wenn Sie Ihren Laser zu langsam laufen lassen, kann das Glas reißen oder brechen und die Markierung von der Glasoberfläche abheben. Wenn Sie Ihren Laser jedoch zu schnell laufen lassen, kann die Markierung abreiben. Da unser Glasmarkierungsmaterial in einem weiten Bereich von Geschwindigkeiten arbeitet, ist die Optimierung Ihrer Einstellungen auf Glas im Allgemeinen ein sehr verzeihender Prozess.
Lassen Sie Ihren Laser mit 600 dpi laufen
Wir empfehlen, dass Sie Ihren Laser mit 600 dpi für Glas betreiben, da die Markierung bei 300 dpi gesprenkelt oder heller erscheinen kann.
Spezifische Punkte, die Sie bei der Optimierung Ihrer Einstellungen berücksichtigen sollten
Für Laser mit einer Leistung von 20 bis 75 Watt empfehlen wir, dass Sie Ihren Laser mit 100% Leistung betreiben und die optimale Geschwindigkeit finden, die mit der Leistung Ihres speziellen Lasers am besten funktioniert.
Für Laser mit einer Leistung von 80 Watt oder mehr empfehlen wir, die Leistung zu reduzieren, um eine Leistung von 75 Watt zu erzielen. (Zum Beispiel würden Sie einen 100-Watt-Laser mit 75% Leistung betreiben)
Markierung auf Keramik
Lasereinstellungen
Beim Markieren auf Keramik ist es im Allgemeinen am besten, den Laser mit 600 dpi bei hoher Leistung und mittlerer Geschwindigkeit zu betreiben.
In RDWorks können Sie die Auflösung von 600 dpi einstellen, indem Sie das Fenster mit den Ebeneeinstellungen öffnen und 0,043 mm in das Feld "Intervall (mm)" eingeben.
Anwendung des Markierungsspray
Es ist am besten, eine dicke Schicht Markierungsmaterial auf Keramik aufzutragen.
Führen Sie Ihren Laser in die Mitte des Spektrums der Geschwindigkeitseinstellungen
Obwohl dies weniger häufig ist als bei Glas, kann ein zu langsamer Betrieb des Lasers mit Keramik zu Rissen in der Keramik führen. Wenn Risse auftreten, kann sich die Markierung von der Keramikoberfläche abheben oder eine Einkerbung verursachen. Wie bei Glas kann auch bei zu schnellem Betrieb des Lasers die Markierung abreiben. Aber auch wie Glas wird Keramik in einem breiten Spektrum von Einstellungen markiert, sodass die Optimierung im Allgemeinen verzeihend und unkompliziert ist.
Lassen Sie Ihren Laser mit 600 dpi laufen
Wir empfehlen, dass Sie Ihren Laser mit 600 dpi für Keramik betreiben, da die Markierung bei 300 dpi gesprenkelt oder heller erscheinen kann.
Optimieren Sie Ihre Einstellungen
Für alle Laser im Bereich von 20 bis 125 Watt empfehlen wir, dass Sie Ihren Laser mit 90% Leistung betreiben und die optimale Geschwindigkeit finden, die mit der Leistung Ihres speziellen Lasers am besten funktioniert.
Fazit
Wenn Sie sich mit den optimalen Lasereinstellungen für jedes Material vertraut machen, läuft jeder Auftrag reibungslos ab und die Markierungen sind attraktiv und dauerhaft.
Die folgende Tabelle enthält eine Kurzreferenz für die allgemeinen Einstellungen, die für jedes Material erforderlich sind:
