Comme le métal, le verre et la céramique sont des bêtes différentes lors de la gravure au laser, nous aimerions utiliser ce blog pour obtenir des astuces et astuces pour marquer et obtenir les meilleurs résultats.
Avant d’arriver aux différences, nous notons d’abord les constantes parmi toutes les :
Utilisez toujours le matériau non-revêtu
Optimisez toujours vos réglages pour le matériau en question
Lors de l’optimisation de vos réglages, ne modifiez que la vitesse d’un essai à l’autre. Les performances et la résolution doivent rester les mêmes pendant tous les essais. (Vous trouverez un exemple détaillé de l’optimisation de vos réglages sur le métal sous https://enduramark.com/blog/optimizing-your-laser ...
Maintenant, les différences, à commencer par le métal.
Marquage sur métal

Réglages laser
Lors du marquage sur le métal, il est généralement préférable de faire fonctionner le laser avec 300 dpi et haute puissance et vitesse lente.
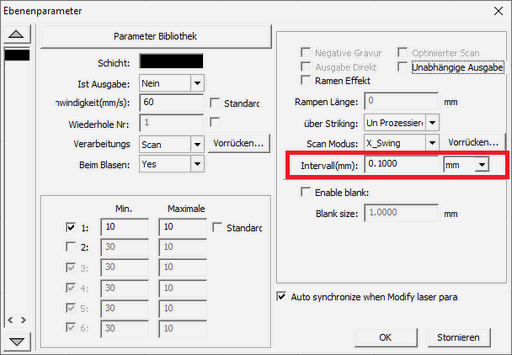
Dans RDWorks, vous pouvez régler la résolution de 300 dpi en ouvrant la fenêtre avec les paramètres de calque et en tapant 0,085 mm dans le champ « Intervalle (mm) ».

Application du spray de marquage
Il est préférable d’appliquer une mince couche de matériau de marquage sur les métaux.

Se tromper trop lentement sur le côté
Le moyen le plus sûr de faire des erreurs lors du marquage sur le métal est de faire tourner le laser trop vite. Vous saurez que votre vitesse est trop élevée si votre marque n’est pas permanente et se détache. D’autre part, il n’y a qu’un très faible potentiel de problèmes de durabilité si vous faites tourner votre laser trop lentement. Nous vous recommandons donc de commencer à des vitesses très lentes, puis de travailler jusqu’à ce que vous trouviez la vitesse optimale.
Faites fonctionner votre laser à quelques exceptions près avec 300 dpi
Avec seulement quelques exceptions énumérées ci-dessous, il est généralement préférable de faire fonctionner votre laser à 300 dpi, car vous ne tirez pas avantage de l’exploiter plus haut. Les exceptions sont les:
Si vous avez un laser de moindre puissance (moins de 30 watts), vous obtenez des marques plus durables si vous ajoutez de la chaleur supplémentaire au métal en faisant fonctionner votre laser à 600 dpi
Si vous faites fonctionner votre laser à 600 dpi ou plus, vous obtiendrez un meilleur résultat pour les métaux difficiles à marquer comme l’aluminium et le cuivre
Marquage sur verre
Réglages laser
Lorsque vous marquez sur le verre, il est généralement préférable de faire fonctionner votre laser avec 600 dpi à haute puissance et à grande vitesse.
Dans RDWorks, vous pouvez régler la résolution de 300 dpi en ouvrant la fenêtre avec les paramètres du calque et en tapant 0,085 mm dans le champ « Intervalle (mm) ».
Application du spray de marquage
Il est préférable d’appliquer une épaisse couche de marquage sur le verre.

Rouler vite
Exécutez votre laser à l’extrémité plus rapide du spectre des réglages de vitesse
Si vous faites tourner votre laser trop lentement, le verre peut se déchirer ou casser et retirer le marquage de la surface du verre. Cependant, si vous faites tourner votre laser trop vite, le marquage peut se frotter. Comme notre matériau de marquage en verre fonctionne dans une large gamme de vitesses, l’optimisation de vos réglages sur le verre en général est un processus très pardonnable.
Exécutez votre laser avec 600 dpi
Nous vous recommandons d’utiliser votre laser à 600 dpi pour le verre, car le marquage peut apparaître à 300 dpi ou plus lumineux.
Points spécifiques à prendre en compte lors de l’optimisation de vos paramètres
Pour les lasers d’une puissance de 20 à 75 watts, nous vous recommandons de faire fonctionner votre laser à 100% de puissance et de trouver la vitesse optimale qui fonctionne le mieux avec la puissance de votre laser spécial.
Pour les lasers d’une puissance égale ou supérieure à 80 watts, nous recommandons de réduire la puissance pour obtenir une puissance de 75 watts. (Par exemple, vous utiliseriez un laser de 100 watts à 75% de puissance)
Marquage sur céramique
Réglages laser
Lors du marquage sur la céramique, il est généralement préférable de faire fonctionner le laser à 600 dpi à haute puissance et vitesse moyenne.
Dans RDWorks, vous pouvez régler la résolution de 600 dpi en ouvrant la fenêtre avec les réglages du calque et en tapant 0,043 mm dans le champ « Intervalle (mm) ».
Application du spray de marquage
Il est préférable d’appliquer une épaisse couche de matériel de marquage sur la céramique.
Passez votre laser au centre du spectre des réglages de vitesse
Bien que ce soit moins fréquent que pour le verre, un fonctionnement trop lent du laser avec céramique peut entraîner des fissures dans la céramique. En cas de fissures, le marquage peut se démarquer de la surface de la céramique ou provoquer une entrouille. Comme pour le verre, même si le laser fonctionne trop rapidement, il peut frotter le marquage. Mais même comme le verre, la céramique est marquée dans un large éventail de réglages, de sorte que l’optimisation est généralement pardonnable et simple.
Exécutez votre laser avec 600 dpi
Nous vous recommandons d’utiliser votre laser à 600 dpi pour la céramique, car le marquage peut apparaître à 300 dpi ou plus clair.
Optimisez vos paramètres
Pour tous les lasers de 20 à 125 watts, nous vous recommandons de faire fonctionner votre laser à 90% de puissance et de trouver la vitesse optimale qui fonctionne le mieux avec la puissance de votre laser spécial.
Conclusion
Si vous vous familiarisez avec les réglages laser optimaux pour chaque matériau, chaque commande se déroule en douceur et les marques sont attrayantes et permanentes.
Le tableau suivant contient une référence succincte pour les paramètres généraux requis pour chaque matière:
